信息摘要:
該機(jī)具有剪切速率小,物料不易分解,塑化混煉均勻,質(zhì)量穩(wěn)定�,產(chǎn)量高����,適用范圍廣�,使用壽命長(zhǎng)等特點(diǎn)��。錐形雙螺桿擠出機(jī)的自動(dòng)控制大致可分為機(jī)筒外加熱溫度控制���、機(jī)筒冷卻與...
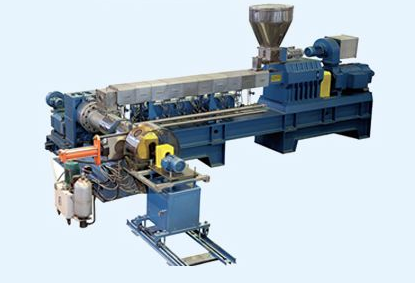
雙螺桿擠出機(jī)是用于物料的混料和擠出的一個(gè)設(shè)備,并且根據(jù)分類(lèi)����,其中錐形雙螺桿擠出機(jī)是一種更加高效的混煉、擠出設(shè)備���。該機(jī)具有剪切速率小��,物料不易分解����,塑化混煉均勻�,質(zhì)量穩(wěn)定,產(chǎn)量高�����,適用范圍廣,使用壽命長(zhǎng)等特點(diǎn)�����。錐形雙螺桿擠出機(jī)的自動(dòng)控制大致可分為機(jī)筒外加熱溫度控制�、機(jī)筒冷卻與螺桿溫度控制、自動(dòng)切割和翻架裝置控制三部分���。下面邁亞橡塑的小編就對(duì)其控制原理及生產(chǎn)型材產(chǎn)品時(shí)的故障處理方法進(jìn)行了詳細(xì)的介紹����,一起來(lái)看看吧
錐形雙螺桿擠出機(jī)的控制原理:
機(jī)筒外加熱溫度控制系統(tǒng)主要是通過(guò)電器儀表元件來(lái)實(shí)施溫度設(shè)定與顯示���。目前北京福田公司生產(chǎn)的擠出機(jī)溫控系統(tǒng)采用貝加萊公司的2003可編程序控制����,采用上�����、下位機(jī)的管理控制方式�,用溫度模塊配以PID溫控軟件。
該控制方式與傳統(tǒng)儀表控制的區(qū)別是�,能在加溫過(guò)程中自動(dòng)演算PID參數(shù)��,使溫度控制精確到±1℃�����。該方式可以提供溫度趨勢(shì)圖的兩個(gè)顯示畫(huà)面��,具有更直觀����、清楚及精確的特點(diǎn)���,且操作簡(jiǎn)單。同時(shí)可設(shè)定保溫時(shí)間���,并配有溫差報(bào)警裝置����,可以有效地防止操作失誤�。
控制過(guò)程如下:打開(kāi)控制機(jī)顯示器,轉(zhuǎn)到溫度畫(huà)面��,根據(jù)生產(chǎn)工藝要求�����,設(shè)定加熱溫度值,啟動(dòng)各段機(jī)筒的加熱���。當(dāng)機(jī)筒達(dá)到設(shè)定溫度值時(shí)����,通過(guò)溫度傳感器將數(shù)據(jù)傳給模塊���,自動(dòng)切斷加熱電源�,加熱停止��,此時(shí)機(jī)筒處于保溫狀態(tài)��。當(dāng)顯示溫度超過(guò)設(shè)定溫度的指標(biāo)參數(shù)時(shí)���,溫控系統(tǒng)自動(dòng)使冷卻風(fēng)機(jī)啟動(dòng)����,進(jìn)行強(qiáng)制冷卻���;當(dāng)顯示溫度達(dá)不到設(shè)定溫度的指標(biāo)參數(shù)時(shí)�����,加熱圈就一直不間斷地工作��。
錐形雙螺桿擠出機(jī)的故障處理:
在擠出機(jī)運(yùn)行過(guò)程中�����,常常發(fā)生機(jī)筒外加熱各區(qū)顯示溫度不受設(shè)定溫度指標(biāo)控制���,加熱圈不加熱或連續(xù)不斷加熱的現(xiàn)象��。之所以出現(xiàn)這種情況,除了采用低剪切擠出機(jī)超負(fù)荷運(yùn)行等原因外���,還和溫控裝置出現(xiàn)故障有關(guān)���。兩者之間的區(qū)別是,超負(fù)荷運(yùn)行發(fā)生的顯示溫度不受設(shè)定溫度控制主要表現(xiàn)為給料段��、壓縮段顯示溫度偏低���,熔融段���、計(jì)量段顯示溫度偏高����。
而溫控裝置故障出現(xiàn)的顯示溫度偏低或偏高��,可能發(fā)生在擠出機(jī)任何一個(gè)溫控區(qū)域����,以及合流芯或口模等區(qū)域。而工作時(shí)間較長(zhǎng)���、開(kāi)啟比較頻繁的加熱區(qū)域發(fā)生故障的幾率尤其較高�����。要想生產(chǎn)出優(yōu)質(zhì)的塑料制品�����,除了要保證擠出機(jī)不超負(fù)荷運(yùn)行之外����,還要保證擠出機(jī)溫控系統(tǒng)的正常工作����。在出現(xiàn)故障時(shí)�,應(yīng)該及時(shí)采取處理措施��,以免溫控系統(tǒng)失靈���,影響塑料擠出制品的質(zhì)量��。
以上就是關(guān)于錐形雙螺桿擠出機(jī)的控制原理和故障處理的相關(guān)介紹�,控制原理大家了解一下就可以了��,至于故障處理�����,大家可以根據(jù)實(shí)際的情況來(lái)做出相應(yīng)的解決辦法�����。



用三螺桿擠出生產(chǎn)線(xiàn)案例")
用三螺桿擠出機(jī)自動(dòng)化生產(chǎn)線(xiàn)案")
用三螺桿擠出機(jī)生產(chǎn)線(xiàn)案例")
用三螺桿水下切生產(chǎn)線(xiàn)案例")
前需要做什么準(zhǔn)備")
的性")



和雙螺桿之間存在哪些差異")


:機(jī)頭的安裝步驟了解嗎?")