信息摘要:
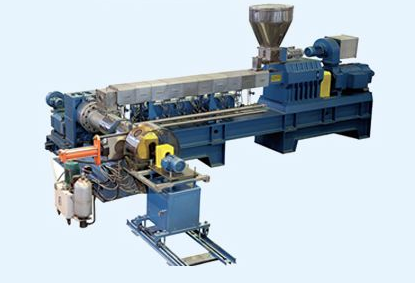
雙螺桿擠出機(jī)主要就是用于物料的擠出和塑化的一個設(shè)備�����,那么大家對該設(shè)備的工藝要點(diǎn)了解嗎�����?主要就是在擠出過程中��,物料由玻璃態(tài)轉(zhuǎn)化為熔融態(tài)的過程�����,搞好物料塑化所需熱量與...
關(guān)鍵詞:雙螺桿擠出機(jī)
雙螺桿擠出機(jī)主要就是用于物料的擠出和塑化的一個設(shè)備����,那么大家對該設(shè)備的工藝要點(diǎn)了解嗎�����?主要就是在擠出過程中���,物料由玻璃態(tài)轉(zhuǎn)化為熔融態(tài)的過程�����,搞好物料塑化所需熱量與所供熱量的平衡��,使物料完成理想的塑化�。但是呢,在使用的過程中大家發(fā)現(xiàn)設(shè)備總是會出現(xiàn)一些問題�����,常見的問題有絞刀嚴(yán)重磨損��、絞刀表面過于粗糙����、泥缸壁襯套嚴(yán)重磨損和壓泥刀板與絞刀間隙過大等,下面是詳細(xì)的原因分析��,一起來看看吧��。
雙螺桿擠出機(jī)的工藝要點(diǎn):
關(guān)于雙螺桿擠出機(jī)的工藝要點(diǎn)大家了解嗎����?主要就是在擠出過程中����,物料由玻璃態(tài)轉(zhuǎn)化為熔融態(tài)的過程�����,搞好物料塑化所需熱量與所供熱量的平衡�,使物料完成理想的塑化,具體的介紹可以看看下面的文章��。
1��、在擠出過程中���,物料由玻璃態(tài)轉(zhuǎn)化為熔融態(tài)的過程����,除搞好物料塑化所需熱量與所供熱量的平衡�,使物料完成理想的塑化外�����,熔壓也是一個十分重要的控制指標(biāo)����。由于物料在擠出過程中受口模阻力��、螺桿各段壓縮比的影響����,本身不是以常壓存在的��。不同口模�����,螺桿各段壓縮比基本是恒定的�,不可變的。
2�����、在擠出速度不變前提下��,提高或降低給料速度��,給料段螺桿物料容積發(fā)生變化�,排氣段物料容積保持不變,故給料段、壓縮段隨壓縮比變化����,其熔壓隨之提高或降低;在給料速度不變前提下�����,提高或降低擠出速度��,給料段螺桿物料容積亦發(fā)生變化���。
排氣段物料容積依然不變���,故給料段、壓縮段隨壓縮比變化�,其熔壓隨之提高或降低;給料速度隨擠出速度同步提高或降低�,由于給料段螺桿物料容積不變,僅是因速度增加或減少�,導(dǎo)致的熔壓變化。
雙螺桿擠出機(jī)使用時常見的問題分析:
雙螺桿擠出機(jī)在使用時經(jīng)常會遇到一些問題�����,常見的問題有絞刀嚴(yán)重磨損��、絞刀表面過于粗糙����、泥缸壁襯套嚴(yán)重磨損和壓泥刀板與絞刀間隙過大等,下面是詳細(xì)的原因分析:
1�����、絞刀嚴(yán)重磨損
絞刀與泥缸內(nèi)壁的間隙太大����,或絞刀葉片的螺旋角不對,應(yīng)該在更換絞刀時應(yīng)注意保持其間隙為3-5毫米��,以及應(yīng)按照設(shè)計的角度制作絞刀葉片����。
2、絞刀表面過于粗糙
絞刀葉片的表面過于粗糙�����,泥料和葉片的摩擦力太大�����,因此在堆焊絞刀時不要成組堆焊,一次全部換完����,應(yīng)循序漸進(jìn),分批更換��,以確保順利出磚����。
3、泥缸壁襯套嚴(yán)重磨損
絞刀葉片與泥缸壁間間隙過大���,導(dǎo)致泥料在泥缸里的旋轉(zhuǎn)運(yùn)動太多���,泥料出不來,也進(jìn)不去�。這時應(yīng)更換新的泥缸襯套,或在其襯套內(nèi)壁裝上若干根平行或傾斜于軸向的肋條����,以代替被磨掉的來復(fù)槽,阻止泥料無效的回轉(zhuǎn)�����,增加其有效的擠出。
4��、壓泥刀板與絞刀間隙過大
壓泥刀板與絞刀的間隙過大壓不下泥料�����,此時應(yīng)調(diào)整或補(bǔ)焊��、更新刀板�����,使其與絞刀葉片的間隙小于10毫米�����。
以上就是關(guān)于雙螺桿擠出機(jī)的工藝要點(diǎn)和常見的問題分析�����,大家如果在使用雙螺桿擠出機(jī)的時候遇到了相同的問題����,那么可以參考上面的內(nèi)容進(jìn)行處理,希望可以幫助到大家����。




線案例")
自動化生產(chǎn)線案")
生產(chǎn)線案例")
線案例")
和雙螺桿之間存在哪些差異")
前需要做什么準(zhǔn)備")



是怎么發(fā)展的?開機(jī)前")

的性")