信息摘要:
產(chǎn)品簡(jiǎn)介 三螺桿擠出機(jī)的機(jī)筒,包括:機(jī)筒本體和設(shè)置在機(jī)筒本體內(nèi)的內(nèi)襯套;內(nèi)襯套呈三棱柱型并具有三個(gè)圓孔相交而成的品字形內(nèi)孔,內(nèi)襯套外側(cè)壁上的三個(gè)夾角邊分別對(duì)應(yīng)品字形內(nèi)孔...
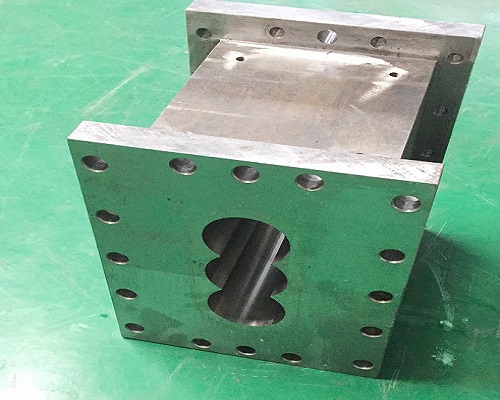
產(chǎn)品簡(jiǎn)介
三螺桿擠出機(jī)的機(jī)筒,包括:機(jī)筒本體和設(shè)置在機(jī)筒本體內(nèi)的內(nèi)襯套;內(nèi)襯套呈三棱柱型并具有三個(gè)圓孔相交而成的品字形內(nèi)孔,內(nèi)襯套外側(cè)壁上的三個(gè)夾角邊分別對(duì)應(yīng)品字形內(nèi)孔的三個(gè)圓弧邊設(shè)置成與其外側(cè)壁自然過(guò)渡連接的圓弧面;內(nèi)襯套包括不銹鋼外層以及鈷鉻鉬合金內(nèi)層,不銹鋼外層與鈷鉻鉬合金內(nèi)層無(wú)縫貼合為一個(gè)整體。
機(jī)筒質(zhì)量技術(shù)要求
1.機(jī)筒要用抗腐蝕�����、耐磨損合金鋼材制造。
2.機(jī)筒毛坯應(yīng)經(jīng)鍛造成型�。
3.機(jī)筒粗加工后應(yīng)調(diào)質(zhì)處理��,硬度(HB)=260-290�。
4.機(jī)筒機(jī)械加工后,壁厚應(yīng)均勻���,內(nèi)孔加工精度應(yīng)符合GB1184-1996標(biāo)準(zhǔn)中7級(jí)精度���。
5.內(nèi)孔表面要氮化處理,氮化層深應(yīng)在0.40-0.70mm范圍內(nèi)����。表面硬度≥950HV。
6.內(nèi)孔表面精加工后粗糙度Ra,應(yīng)不大于1.6μm���。
產(chǎn)品價(jià)格
來(lái)電咨詢(xún)

")
")
箱")

用三螺桿擠出生產(chǎn)線(xiàn)案例")
用三螺桿擠出機(jī)自動(dòng)化生產(chǎn)線(xiàn)案")
用三螺桿擠出機(jī)生產(chǎn)線(xiàn)案例")
用三螺桿水下切生產(chǎn)線(xiàn)案例")

螺桿打滑怎么辦,平時(shí)應(yīng)如")
品優(yōu)勢(shì)了解一")


